

Over 99% availability from stock
Over 12,000 products in almost all international thread standards are available for you every day.
All international standards
In every form and size, including rare and intermediate dimensions from 1 mm to 110 mm.
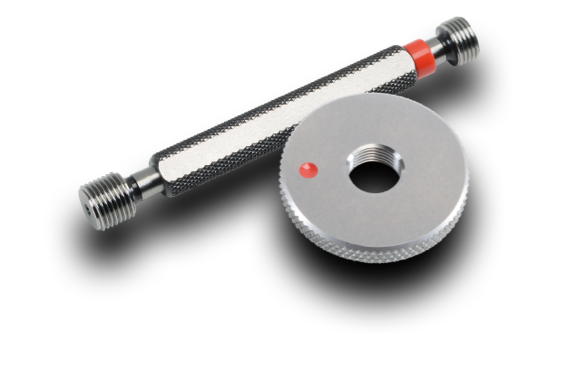
Top products
 HSS - M 10 x 1.0")

 - M 84 x 4.0")
 incl. drills M 3 – M 12")



 HSS-E VAP M 3 – M 12")



News







Product information
We want to make working with our threading tools as easy and effective as possible for you. Therefore, we have compiled comprehensive technical information, assistance and instructions for use - available to you around the clock!